 |


Автоматы продольного точения
|
|
|
|
Автоматы этого типа предназначены для изготовления деталей из Различных марок сталей, цветных металлов и сплавов с высокой точностью: по диаметру - по 6-8 квалитетам; по длине - не ниже 8 квалитетам.
Отличительной особенностью автоматов продольного точения (Рис. 3.7) является то, что пруток в них кроме вращательного движения имеет вместе со шпиндельной бабкой 6 продольное перемещение. Все суппорты автомата, которых может быть четыре или пять, расположены веерообразно вокруг обрабатываемого прутка. Они имеют только поперечное перемещение. При одновременном согласованном
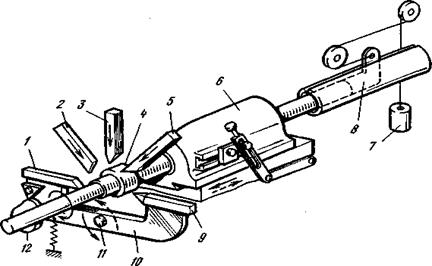
Рис. 3.7. Схема работы автомата продольного точения.
перемещении шпиндельной бабки с прутком и поперечных суппортов на этих автоматах можно без применения фасонных резцов обрабатывать конические и фасонные поверхности.
Вертикальные суппорты 2, 3 и 5 расположены на специальной стойке, имеют прямолинейное перемещение и управляются от индивидуальных кулачков распределительного вала. Два горизонтальных суппорта 1 и 9 расположены на балансире 10, имеют качательное движение вокруг оси 11 и управляются оба от одного кулачка 12. В стойке, на которой расположены вертикальные суппорта, установлен неподвижный люнет 4, являющийся дополнительной передней опорой для прутка.
Все суппорты с резцами располагаются в непосредственной близости от люнета, благодаря чему на автоматах продольного точения можно обрабатывать с высокой точностью достаточно длинные заготовки малого диаметра {lid = 20-f 30). С заднего конца пруток постоянно поджимается толкателем 8 под действием груза 7 для удержания его в переднем положении при отходе шпиндельной бабки назад. Шпиндель в автоматах продольного точения всегда вращается в одну сторону (имеет левое вращение), и поэтому нарезание правой резьбы на них производится методом обгона.
|
|
|
На рис. 3.8 показана обработка типовой заготовки на автомате продольного точения. Обработка осуществляется путем последовательного чередования продольного перемещения шпиндельной бабки прутком и поперечных перемещений резцов (см. позиции 1-11)- Только на позициях 12-13, где производится обработка обратного конуса отрезка изготовленной детали, осуществляется одновременное перемещение прутка с бабкой и отрезного резца.
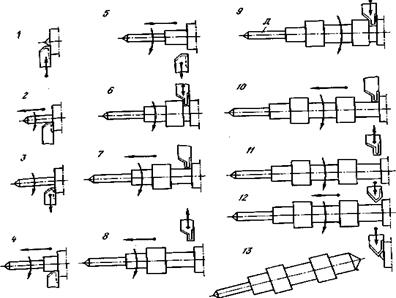
Рис. 3.8. Схемы обработки заготовок на автомате продольного точения.
Короткие заготовки обрабатывают без люнета вблизи от передней опоры шпинделя. При обработке заготовок из квадратного и шестигранного прутков применяют вращающийся люнет.
Обработка заготовок на этих автоматах ведется из холоднотянутого калиброванного (шлифованного) пруткового материала высокого класса точности. Технические характеристики автоматов продольного точения приведены в таблице 3.2.
Устройство и компоновка автоматов продольного точения всех моделей практически одинаковые, причем последняя в целом повторяет компоновку фасонно-отрезных автоматов (см. рис. 3.2). На основании, утри которого размещены приводы рабочих механизмов автомата и резервуар с насосом системы охлаждения, установлена станина, на которой расположены все узлы и механизмы, связанные с непосредственным изготовлением детали по схеме на рис. 3.7.
Кинематические схемы автоматов продольного точения также почти
не отличаются одна от другой и включают в себя три цепи: главного
движения, привода распределительного вала и привода вращения специальных
приспособлений. Некоторые автоматы, например мод. 1П12, 1 П16
имеют в приводе распределительного вала дополнительную цепь ускоренного вращения, которая используется при холостых ходах. На рис. 3.9 приведена кинематическая схема автомата продольного точения мод. 1Б10П.
|
|
|
