 |


Базирование на призмы
|
|
|
|
Базирование заготовок по внешней цилиндрической поверхности и перпендикулярной её оси плоскости на призмы применяется на различных технологических операциях, связанных с обработкой пазов, шпоночных канавок, отверстий и других конструктивных элементов на заготовках. Для базирования используются широкие и узкие опорные призмы. На рис. 27 показан пример базирования вала на две узкие призмы.
Широкие призмы применяются для базирования чисто обработанных поверхностей заготовок. В этом случае, призмы изготавливают из стали 40Х.
| Рис. 27 Базирование заготовки на призмы при фрезеровании шпоночного паза |

А также при условии, когда длина базовой поверхности заготовки L превосходит величину её диметра d в два и более раза.
| Рис. 28 Конструкции узкой «а» и широкой призм «б». 1 – крепежные винты; 2 – призма; 3 – штифт; D – диаметр базовой поверхности заготовки; α – угол призмы |
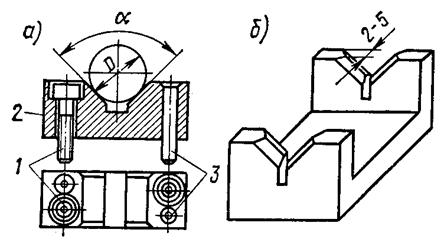
Узкие призмы применяются для базирования не обработанных или предварительно обработанных поверхностей. Если заготовки имеют большие размеры, тогда опорные призмы должны быть большого размера, то призмы делаются из чугуна. Кроме того, узкие призмы применяются для базирования заготовок, у которых длина базовой наружной цилиндрической поверхности значительно меньше размера поверхности, перпендикулярной её оси. Размеры и технические условия на изготовление опорных призм приводятся в ГОСТ 12193, ГОСТ 12194 и в ГОСТ 12196.
Базирование заготовок на широкие призмы
На основании конструктивных особенностей опорных призм для базирования заготовок на широкие призмы применяется комплект технологических баз- двойная направляющая + опорная + вторая опорная технологические базы (ДНТБ+ОТБ+ВОТБ). Учитывая, что двойная направляющая технологическая база является основной базой, заготовка принимает наиболее устойчивое положение, ориентируясь по базирующим поверхностям призмы, лишающим заготовку 4 степеней свободы..
|
|
|
| Рис. 29 Схема комплекта технологических баз при базировании заготовок на широкую призму: 1 – заготовка; 2 – призма; 3 - линия контакта базовой поверхностизаготовки с базирующей поверхностью призмы |
| d |
| L |
Двойная направляющая технологическая база находится на поверхности воображаемой плоскости, проходящей через точки контакта базовой поверхности заготовки с базирующими плоскостями призмы – точки контакта 1, 2, 3 и 4 (рис. 34). Опорная технологическая база находится на поверхности, перпендикулярной двойной направляющей технологической базе – 5. Вторая опорная технологическая база в рассматриваемом примере – не явная.
В процессе базирования на призму, вертикальная ось симметрии заготовки ориентируется по оси симметрии призмы (оси совпадают) независимо от изменения диаметра базовой поверхности. Это позволяет получать при обработке достаточно точное отклонение от соосности отдельных поверхностей относительно вертикальной оси заготовки, например, шпоночных пазов, отверстий и др.
Горизонтальная ось для партии обрабатываемых заготовок не имеет стабильного положения и в зависимости от изменения диаметра базовой поверхности в пределах допуска её положение меняется за счет изменения положения технологической базы. Вследствие смены положения технологической базы при обработке образуется погрешность базирования глубины обработанных поверхностей заготовки, например, глубины отверстия и др.
Опорная технологическая база – не явная
|
|
|
Базирование заготовок на узкие призмы
| l |
| Рис. 30 Схема комплекта технологических баз при базировании заготовок на узкую. призму: 1 – заготовка; 2 – призма; 3 - линия контакта базовой поверхности заготовки с базирующей поверхностью призмы |
| L |
| d |
| L |
| Фреза |
| Заготовка |
| Опора |
| Призма |
| Рис. 31 Применение опорной технологической базы (явной ) для базирования заготовки на призме |
| 900 |
Двойная опорная технологическая база ориентирует вертикальную ось симметрии заготовки по оси симметрии призмы, создавая условия, при которых обрабатываемая поверхность или ось, например, отверстия будет параллельна установочной технологической базе и, в определенных пределах, перпендикулярна оси двойной опорной технологической Опорная технологическая база, лишающая заготовку возможности перемещаться (вращаться) в третьей координатной плоскости, как и при базировании заготовки в широкую призму, берётся не явной, в соответствии с конструкцией базируемой заготовки. Для преобразования не явной опорной технологической базы в явную в структуре заготовк
и должен быть конструктивный элемент, предусмотренный самой формой заготовки или обработанная ранее поверхность, сочетание поверхностей и др., относительно которой или которых в этой координатной плоскости задается обрабатываемая поверхность. На рис. 35 на технологической операции обрабатывается поверхность, положение которой должно быть выдержано по отношению к пазу под углом 900. Для выполнения заданных условий заготовка при базировании должна быть сориентирована таким образом, чтобы ось паза, полученного на операции, предшествующей выполняемой, занимала такое положение, в котором это требование выполнялось автоматически. С этой целью, на призме предусмотрена опора, фиксирующая обрабатываемую заготовку в заданном положении и лишающая её шестой степени свободы. В этом случае опорная технологическая база становится явной.
|
|
|
Расчет погрешностей базирования при
базировании заготовок на призмы.
При расчете погрешности базирования заготовок на призмы учитывают:
- размеры и особенности простановки размеров, определяющих положение обрабатываемых поверхностей;
- принятый комплект технологических баз;
- положение измерительных баз размеров, получаемых на операции в процессе обработки;
- особенности конструкции самой призмы, особенно величину угла призмы α .
При фрезеровании выступа на цилиндрической поверхности заготовки измерительная база размера «h» может быть задана различными способами:
- от верхней базы наружной цилиндрической поверхности, точка «А» (рис. 37 «а»);
- от нижней базы наружной цилиндрической поверхности, точка «В» (рис. 37 «б»);
- от центра базовой цилиндрической поверхности, точка «С» (рис. 37 «в)
| Рис. 32 Схема к расчету погрешности базирования в зависимости от задания положения измерительной базы размера «h» |
 иведен
иведен
Расчет погрешности базирования приведен ниже. На основании выполненного расчета погрешности базирования каждого из приведенных вариантов будут следующие:
Погрешность базирования  ; =
; =  *
*  .
.
Погрешность базирования  ;
;  .
.
Погрешность базирования ε δ h; . 
Погрешности базирования остальных размеров определяют на основании анализа положения соответствующих технологических и измерительных баз и связывающих эти базы размеров.
|
|
|
