 |


Базирование в патроны. 2.4.4 Базирование на центровые отверстия
|
|
|
|
Базирование в патроны
В производственных процессах применяются в основном два наиболее распространенных типа патронов – кулачковые ( самоцентрирующиеся и не самоцентрирующиеся) и цанговые патроны. Рис. 58 «а» и «б».
Учитывая длину заготовок и особенности базирования коротких и длинных заготовок применяется соответствующий комплект технологических баз. Короткие заготовки устанавливаются консольно. Комплект технологических баз для этого случая включает установочную, двойную опорную и опорную технологические базы.
| б) |
| а) |


| Рис. 44 Общий вид кулачкового «а» и цангового «б»патронов |
Заготовки базируются либо на кулачки (рис. 44 «а»). либо на лепестки цанги. Длинные заготовки, если необходимо могут дополнительно базироваться на специальные вращающие задние центры (рис. 44).
| Рис. 45 Задний вращающийся центр для базирования заготовок полых деталей. |

Погрешность базирования диаметральных размеров равна нолю. Погрешность базирования осевых размеров определяется простановкой размеров и совпадением или не совпадением установочной технологической базы с измерительной базой выполняемого размера. Все выше изложенное справедливо как для кулачковых, так и для цанговых патронов.
Длинные заготовки устанавливаются с применением вращающегося центра (рис. 45). Комплект технологических баз состоит из двойной направляющей, опорной и второй опорной технологических баз. Погрешность базирования диаметральных размеров равна нолю, осевых размеров зависит от их простановки и совпадения измерительной и опорной технологической баз
2. 4. 4 Базирование на центровые отверстия
|
|
|


 Центровые отверстия применяются для базирования заготовок, деталей, сборочных единиц и в зависимости от назначения имеют отличительные признаки в форме изготовления (ГОСТ 14034).
Центровые отверстия применяются для базирования заготовок, деталей, сборочных единиц и в зависимости от назначения имеют отличительные признаки в форме изготовления (ГОСТ 14034).
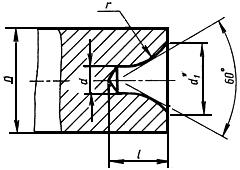
| Рис. 46 Основные формы центровых отверстий |
| Форма «F» |
| Форма «R» |
| Форма «В» |
| Форма «А» |
Наиболее распространенная форма центрового отверстия - форма «А». Применяется тогда, когда после обработки их дальнейшее применение не предусмотрено, или когда гарантируется их сохранность после термообработки или в процессе дальнейшего применения в технологическом процессе.
Форма «В». Применяется в тех случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях.
Форма «F» применяется для базирования деталей для монтажа, хранения, транспортировки и термообработки в вертикальном положении.
Форма «R» применяется для базирования при обработке высокоточных деталей.
Для обработки валов и некоторых других деталей с центровыми отверстиями базирующими устройствами служат центры. Различные конструкции центров даны на рис. 60.
| Рис. 47 Основные типы центров: а – упорный; б – обратный; в –полуцентр упорный; г – со сферической рабочей частью; д – с рифленой поверхностью рабочего конуса; е – с твердосплавным наконечником; 1 –рабочая часть; 2 – хвостовая часть; 3 – опорная часть |

Центры изготовляют из инструментальных сталей У6А, У8А и стали 45 с последующей термической обработкой до НRС 55-60. При установке заготовки на упорный жесткий центр может образоваться погрешность базирования осевых размеров. Причиной образования погрешности является различная глубина центрового отверстия, вызывающая непостоянство положения опорной технологической базы в партии обрабатываемых заготовок. С целью исключения этой погрешности применяются плавающие центры (рис. 48 «б»). Плавающие центры устанавливаются в отверстие в шпинделе металлорежущего станка. Для обеспечения свободного вращения обрабатываемой заготовки, в центровое отверстие другого торца устанавливается вращающийся центр (рис. 48 «а»).
|
|
|
| Рис. 48 Устройство вращающегося «а», плавающего «б» центров. |
| б) |
| а) |


В производственных процессах механической обработки различных деталей применяются варианты базирования на два, на три и на четыре центровых отверстия. Последние два варианта встречаются крайне редко по сравнению с первым вариантом
|
|
|
