 |


Базирование в патронах
|
|
|
|
Для базирования заготовок типа «вал», «втулка», «диск» других деталей в механической обработке разработаны разнообразные конструкции специальных патронов: самоцентрирующиеся, патроны с индивидуальным перемещением кулачков, цанговые, патроны с гидропластмассой и т. д. Особенностью базирования валов в патронах является соотношение длины вала к его диаметру, т. е. жесткий вал L/d ≤ 10, или не жесткий вал L/d ≥ 10.
Базирование жестких заготовок
Общий вид заготовки установленной консольно в трех кулачковом само центрирующимся патроне, показан на рис. 32. Правая часть заготовки доступна для обработки не только наружной цилиндрической поверхности, но и внутренних цилиндрических поверхностей. Левая часть заготовки служит технологической базой. Та часть заготовки, которая упирается торцом в корпус патрона, образует установочную технологическую базу (УТБ). Кулачки патрона, сходящиеся при закреплении заготовки к центру – формируют двойную опорную технологическую базу (ДОТБ). Опорная технологическая база для такого варианта установки заготовки в патроне считается не явной, или как ещё говорят «скрытой технологической базой».
| Рис. 32 Схема базирования «жесткой» заготовки заготовки в 3-х кулачковом патроне |
Погрешность базирования размеров обработки на технологической операции для рассматриваемого варианта определяется анализом положения измерительной и технологической баз каждого заданного размера. На рис. 33 заготовка, у которой обрабатываются две ступени, базируется в 3-х
|
|
|
кулачковом само центрирующимся патроне. Размеры, заданные для обработки:
- первая ступень – диаметр d1, в размер l1;
- вторая ступень – диаметр d2, выдерживая размер l2. Для размера l1 измерительной базой служит правая торцовая поверхность заготовки (поверхность « а »), которая связана с установочной технологической
базой размером l. Таким образом, измерительная база размера l1 не совпадает технологической базой и связана с ней через размер l. Следовательно,
| Рис. 33 Схема установки заготовки для определении погрешностей базирования заданных размеров жесткой заготовки |
| d1 |
| dз |
| l2 |
| l1 |
| l |
| d2 |
| а |
| б |
погрешность базирования размера l1 будет равна  допуску на размер l.
допуску на размер l.
l 
Для размера l2 измерительной базой служит поверхность « б », которая в то же время является установочной технологической базой для этого размера, и как следствие, погрешность базирования размера l2 будет равна нолю. .

Кроме размеров l1 и l2 оценивается погрешность базирования диаметров d1 и d2 . На том основании, что измерительной базой этих наружных цилиндрических поверхностей является ось симметрии, которая, в то же время служит двойной опорной технологической базой, делается заключение – 
 0.
0.
Анализ погрешности взаимного положения показывает, что при установке заготовок по наружной цилиндрической поверхности в самоцентрирующихся патронах возникает отклонение от соосности обработанных поверхностей относительно базовой поверхности заготовки. Это отклонение образуется за счет погрешностей изготовления кулачков, погрешностей в резьбовых соединениях кулачков с приводным диском, погрешностей нарезания самой резьбы и других факторов
Базирование не жестких заготовок
К не жестким относятся валы, у которых отношение длины l к их диаметру d , как было сказано выше больше 10 -12
|
|
|
Особенность обработки не жестких заготовок, базируемых по наружной цилиндрической поверхности и перпендикулярной её оси плоскости заключается в том, что под действием силы резания может появится прогиб заготовки и образуется погрешность геометрической формы обработанной поверхности - отклонения от цилиндричности и отклонение от круглости. С целью увеличения жесткости обрабатываемых валов применяются дополнительные устройства. Рис. 34
| l |
| Рис. 34 Установка не жесткой заготовки в 3-х кулачковом самоцентрирующемся патроне |
| Задний центр |
| Заготовка |
| Патрон |
| Рис. 35 Схема установки «а» и комплекта технологических баз «б» не жестки заготовок– |
| а) |
| б) |
Условное изображение комплекта технологических баз для случая базирования не жестких заготовок показано на рис. 46 «а». Третья технологическая база в рассматриваемом примере не применяется и является не явной.
Погрешность базирования размеров обработки определяется так же, как и при базировании жестких заготовок. Так для размера l, в связи с совпадением измерительной и технологической баз, погрешность базирования будет равна нолю.  = 0.
= 0.
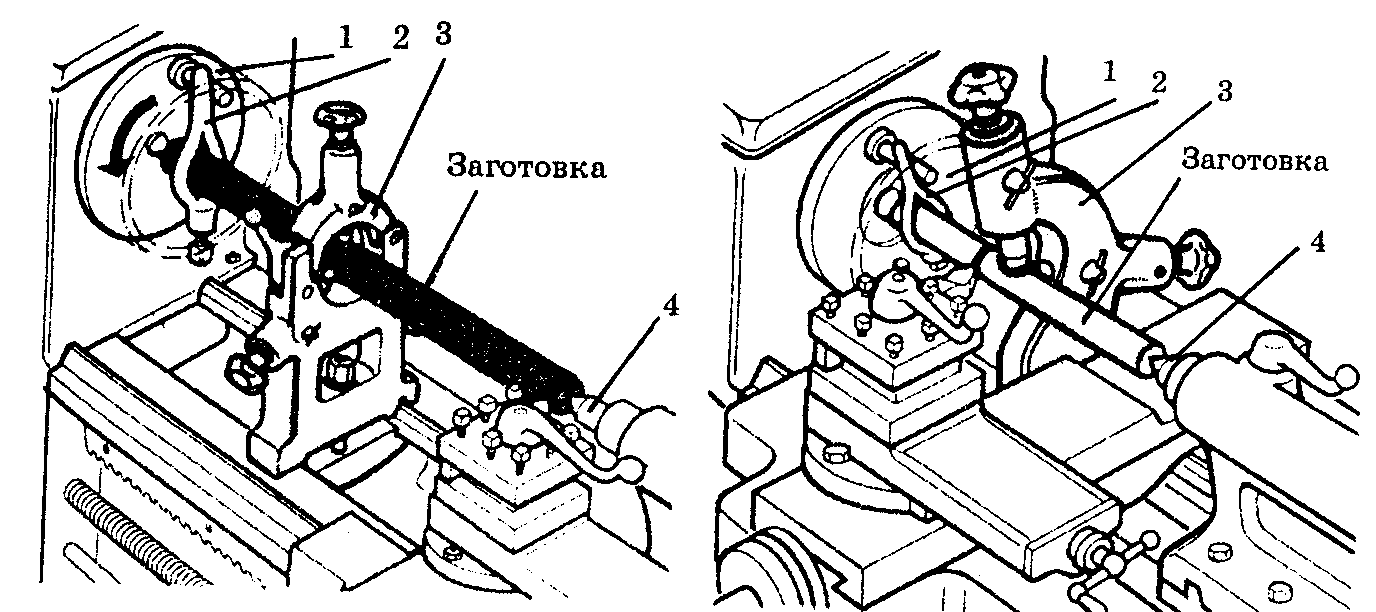
Для устранения влияния прогиба не жестких заготовок на образование погрешностей геометрической формы применяются специальные приспособления – люнеты. Неподвижные люнеты (рис 47 «а») устанавливаются и закрепляются стационарно непосредственно на станине металлорежущего станка 10. В корпусе люнета 7 предусмотрены две регулируемые опоры 1. Третья регулируемая опора 2 находится в крышке
| . |
|
|
|
В отличии от неподвижных люнетов, подвижные люнеты устанавливаются на станине металлорежущего станка на специальных опорах 1 и имеют возможность перемещаться по направляющим станины вместе с суппортом станка.
Подвижный люнет имеет только две опоры для установки заготовки 2, а роль третьей опоры выполняет режущий инструмент, например, резец
| Рис. 36 Обработка нежестких заготовок с установкой люнета: а) – обработка с не подыижным люнетом; б) – обработка с подвижным люнетом |
| б) |
| а) |
.
Применение люнетов для обработки длинномерных валов показано на рис. 48 «а» и «б». Для обработки заготовка базируется в центрах. Вращение заготовке передается через поводковую планшайбу 1, установленную на шпинделе станка, и хомутик 2. Применение стационарного люнета показано на рис. 48 «а», подвижного люнета на рис. 48 «б».
Графическое изображение опор и зажимов при установке не жесткой заготовки по наружной цилиндрической поверхности и перпендикулярной её оси плоскости в токарном патроне показано на рис 49. Заготовка устанавливается в 3-х кулачковом самоцентрирующемся патроне с
| Рис. 37 Эскиз установки не жесткой заготовки заготовки с применением подвижного люнета. |
механическим устройством зажима, с упором в торец, с применением подвижном вращающегося центра и с креплением в люнете.
|
|
|
