 |


Исправление дефектов сварных соединений
|
|
|
|
7.1. Исправлению в соответствии СА 03-005-07 [1], СТО 00220368-013-2009 [3], СТО 38.17.003-2009 [2] путем местной подварки (без переварки всего стыка) с помощью ручной аргонодуговой сварки подлежат все дефектные участки сварных соединений, выявленные при визуальном и измерительном контроле, радиографическом контроле.
7.2. Исправлению путем местной выборки и последующей подварки (без повторной сварки всего соединения) подлежат участки сварного шва, если размеры выборки после удаления дефектного участка шва не превышают значений, указанных в таблице 7.1.
85
Проект Р НОСТРОЙ 12-2014
Т а б л и ц а 7.1 - Допустимые размеры выборки после удаления дефектов в сварных швах технологических трубопроводов
| Глубина выборки, % от номинальной толщины | Суммарная протяженность выборки, % от | |
| номинального наружного периметра сварного | ||
| стенки труб или расчетного сечения шва | ||
| соединения | ||
| Для трубопроводов I-IV категории |
| 25 и менее | Не нормируется |
| Более 25 до 50 включительно | До 50 |
| Более 50 | До 25 |
| Для трубопроводов V категории | |
| 30 и менее | Не нормируется |
| Более 30 до 50 включительно | До 50 |
| Более 50 | До 35 |
Сварное соединений трубопровода, в котором для исправления дефектного участка требуется произвести выборку размером более допустимого по таблице 7.1, должно быть полностью удалено, а на его место вварена «катушка».
7.3. Обнаруженные при визуальном контроле или радиографии поверхностные и подповерхностные дефекты в стыках соединений (независимо от их назначения и параметров рабочей среды) должны исправляться следующим образом:
а) чрезмерные выпуклости сварных швов удалить механическим способом, недостаточные выпуклости исправить подваркой предварительно зачищенного шва;
|
|
|
б) наплывы удалить механическим способом и при необходимости подварить;
в) подрезы и углубления между валиками подварить, предварительно зачистив места подварки;
г) дефектные участки – трещины, незаплавленные кратеры, поры, неметаллические включения, несплавления и непровары – удалить до «здорового» металла, не оставляя острых углов и подварить до получения шва нормального размера. Дефектные стыки, которые нельзя исправить местной подваркой, вырезают.
Исправление поверхностных и подповерхностных дефектов без последующей заварки мест их выборки допускается на сварных соединениях в случае, если остающаяся толщина металла в месте максимальной глубины выборки не менее расчетной толщины стенки, но не менее 75% ее номинальной толщины.
7.4 Поврежденный металл сварного соединения следует удалять механическим способом (абразивным инструментом, резанием или вырубкой).
П р и м е ч а н и е - Под поврежденным металлом сварного соединения следует понимать металл шва и прилегающую к шву зону с дефектами в виде трещин, скоплений пор, несплавлений и других несплошностей, превышающих допустимые нормы.
Допускается удаление дефектного металла воздушно-дуговой, воздушно-плазменной или кислородной строжкой (резкой) до полной ликвидации следов строжки (резки). Для
86
Проект Р НОСТРОЙ 12-2014
высоколегированных аустенитных сталей требуется последующая зачистка поверхности резки на глубину не менее 1 мм от самой глубокой выемки.
Кромки выборки следует плавно вывести на поверхность трубы или шва; в поперечном сечении выборка должна иметь чашеобразную форму разделки с углом скоса α не менее 15о. Исправляемый участок после выборки с целью проверки полноты удаления дефекта подлежит визуальному и измерительному контролю, а при исправлении трещины также капиллярной дефектоскопией либо путем травления соответствующим реактивом.
|
|
|
7.5 Если исправляют стык с трещиной, то ее концы должны быть точно определены путем травления или капиллярным методом и засверлены сверлом диаметром на 2—3 мм больше ширины трещины, после чего дефектный металл удаляют полностью. При сквозной трещине, для удобства последующего заплавления, целесообразно оставлять слой металла толщиной 2—2,5 мм в качестве подкладки нового шва (эту толщину проверяют несколькими сквозными сверлениями) (рисунок 7.1). Подварку в этом случае нужно начинать с переплавления оставшейся части стенки с трещиной, причем сварщик должен следить за полным (сквозным) расплавлением стенки: если перед W-электродом перемещается маленькое сквозное отверстие, то это означает, что сварка идет с полным проваром.
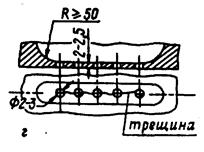
Рисунок 7.1 - Исправление дефектов в сварных соединениях при сквозной трещине
7.6 Подварку выборки и наплавку для исправления шва выполняют тем же способом сварки (ручным аргонодуговым) и с использованием тех же присадочных материалов, какие применялись для сварки основного шва.
7.7 Один и тот же участок может быть исправлен не более 3 раз (под участком в данном случае понимается прямоугольник наименьшей площади, в контур которого вписывается подлежащая заварке или уже заваренная выборка, и примыкающая к нему поверхность на расстоянии, равном трехкратной ширине этого прямоугольника).
7.8 Исправленные с помощью сварки стыки подлежат 100% визуальному и измерительному контролю, радиографии и капиллярному контролю.
Контролируемая зона должна включать место заварки и прилегающие к нему участки шириной не менее 20 мм сварного шва и 10 мм основного металла.
87
Проект Р НОСТРОЙ 12-2014
Приложение 1
(рекомендуемое)
|
|
|
