 |


Технологическая карта сварки стыковых соединений окраечных листов днищ резервуара (МП-01-ОХНВП/С19)
|
|
|
|
| Наименование | Обозначения (показатели) | ||||||||
| Нормативный документ | СТО-СА-03-002-2009 | ||||||||
| Способ сварки | МП | ||||||||
| Основной материал (марки) | 09Г2С-12 (С345) | ||||||||
| Основной материал (группа) | 1 | ||||||||
| Сварочные материалы | Св-08Г2С, СО2 | ||||||||
| Толщина свариваемых деталей, мм | 16 | ||||||||
| Диаметр деталей в зоне сварки, мм | лист | ||||||||
| Тип шва | СШ | ||||||||
| Тип соединения | С | ||||||||
| Вид шва соединения | ос (сп) | ||||||||
| Форма подготовки кромок | С19 | ||||||||
| Положение при сварке | Н1 | ||||||||
| Режимы подогрева | Без подогрева | ||||||||
| Режимы термообработки | Без термообработки | ||||||||
| Дополнительные параметры | нет | ||||||||
|
| |||||||||
| Конструкция соединения | Конструктивные элементы | Порядок сварки | |||||||
| шва | |||||||||
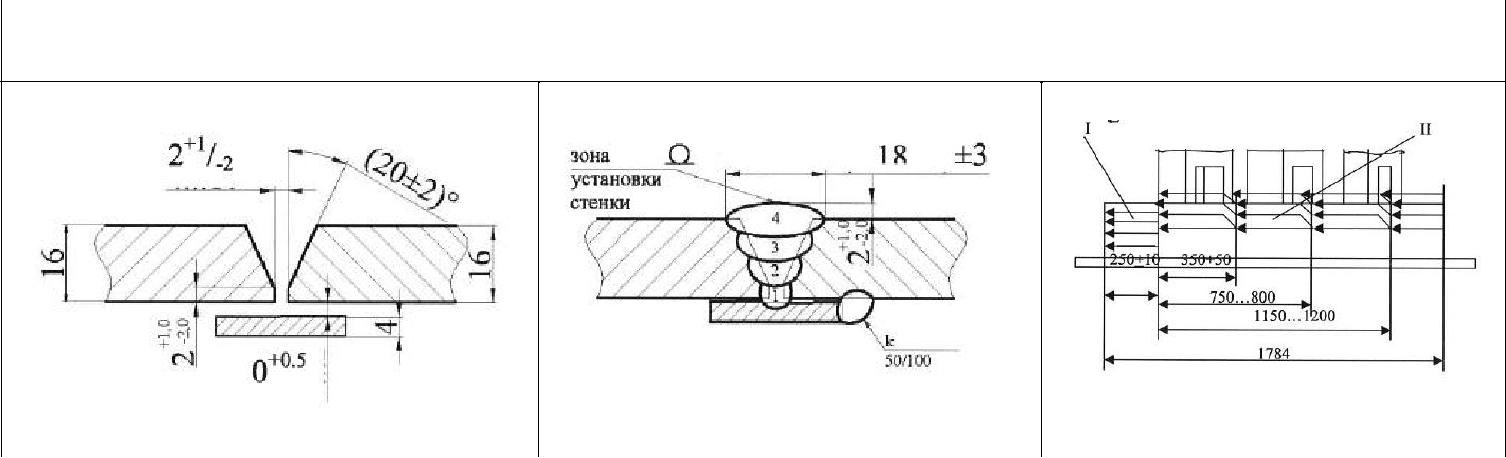
I- первый этап
II – второй этап
Сварочное оборудование (тип): Kempomig 3200 (ПДУ)
Метод подготовки и очистки: механический, на ширину 20 мм в обе стороны от стыка Требования к сборке и прихватке: закрепление стыка выполнить сборочными скобами и поперечными гребенками. В качестве выводных планок использовать удлиненные подкладные пластины. Количество прихваток длиной 20-30 мм и высотой до 5 мм – 3-4 шт. равномерно проставленные по длине.
|
|
|
Технологические параметры сварки
| Номер | Диаметр | Род и | Вылет | Скорость | Скорост | Расход | |||
| слоя | Сварочны | Напряжени | подачи | защитног | |||||
| проволоки | полярность | электрода | ь сварки, | ||||||
| (валика | й ток, А | е дуги, В | проволоки | о газа, | |||||
| , мм | тока | , мм | м/ч | ||||||
| ) | , м/мин. | л/мин. | |||||||
| 1 | 1,2 | Постоянный | 140-210 | 19-22 | 10-15 | 3,2-3,5 | 15-18 | 20-60 | |
| 133 |
Проект Р НОСТРОЙ 12-2014
| 2 | , обратная | 180-320 | 22-28 | 3,5-4,1 |
Технологические требования к сварке:
Сварка окрайки:
1-ый этап. Выполнить сварку начального участка стыков окраек зоны расположения элементов
стенки ниточными валиками обратноступенчатым способом.
2-ой этап. Выполнить после последовательного выполнения операций сборки, сварки и контроля качества полотен центральной части днища, сборки, сварки вертикальных и горизонтальных швов между полосами и контролем качества не менее 3-х поясов стенки.
После окончания сварки всего стыка и его остывания удалить гребенки и скобы, а места их крепления зашлифовать. По окончании сварки первого слоя шва зачистить его от шлака и брызг и произвести визуальный контроль. Обнаруженные дефекты вышлифовать и отремонтировать. Аналогично выполнить второй и третий слои с очисткой их от шлака.
Перед гашением дуги заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 10-15 мм. Последующее зажигание дуги производить на металле шва на расстоянии 12-18 мм от кратера или на выводных планках.
Стык сваривать без перерыва. Не прекращать сварку до заполнения половины высоты разделки по всей длине. До полного окончания сварки стыка нельзя подвергать его механическим воздействиям.
|
|
|
При обнаружении дефектов дефектное место удалить механическим способом до «чистого» металла и заварить вновь.
При сварке высота валика должна быть 2-4 мм, ширина 5-8 мм.
При сварке на сквозняке расход защитного газа необходимо увеличить в 1,5 раза.
При сварке в защитном газе перед возбуждением сварочной дуги следует обдуть место сварки защитным газом для вытеснения воздуха из зоны сварки с целью предупреждения образования пор в начале шва.
После окончания сварки обрывать дугу следует после заплавления кратера. Кратер необходимо обдувать защитным газом до полного затвердевания металла, что исключает возможность вредного влияния воздуха на металл шва. Произвести очистку швов от шлака и брызг металла, проставить клейма сварщиков.
Требования к контролю сварных соединений
| № | Наименование (шифр) НД | Объем контроля | |||
| Метод контроля | (%, кол-во | ||||
| п/п | По методике контроля | По оценке качества | |||
| образцов) | |||||
| Неразрушающие | |||||
| 1 | Визуальный и | РД 03-606-03 | СТО-СА-03-002-2009, п.п.19.4, | 100% | |
| измерительный | 19.5 | ||||
| 2 | Радиографический | ГОСТ 7512 | СТО-СА-03-002-2009, п.19.7 | В соответствии с | |
| разделом 7 | |||||
134
Проект Р НОСТРОЙ 12-2014
Приложение 2
(рекомендуемое)
|
|
|
