 |


Технологическая карта приварки листа к колонне (РД-01-СК/Т3)
|
|
|
|
| Наименование | Обозначения (показатели) |
| Нормативный документ | СП 70.13330.2012 |
| Способ сварки | РД |
| Основной материал (марки) | Ст3сп5 |
| Основной материал (группа) | 1 |
| Сварочные материалы | УОНИ 13/45 (Э42А) |
| Толщина свариваемых деталей, мм | 10,0/30,0 |
| Диаметр деталей в зоне сварки, мм | лист |
| Тип шва | УШ |
| Тип соединения | Т |
| Вид шва соединения | ос (бп) |
| Форма подготовки кромок | Т3 по ГОСТ 5264-80 |
| Положение при сварке | Н1 |
| Вид покрытия электродов | Б |
| Режимы подогрева | - |
| Режимы термообработки | - |
| Дополнительные параметры | - |
Эскиз сварного соединения

| Сварочное оборудование (тип): | ВДГ-306; | ||||||
| Метод подготовки и очистки: механический – на ширину 20 мм в каждую сторону от оси шва; | |||||||
| Требования к прихватке: число прихваток – 2, длина 5-10 мм, высота – 6-7 мм | |||||||
| Технологические параметры сварки | |||||||
| Номер | Диаметр | Напряжение дуги, | |||||
| слоя | Род и полярность тока | Сварочный ток, А | |||||
| проволоки, мм | В | ||||||
| (валика) | |||||||
| 1 | 3,0 | Постоянный, обратная | 90-105 | 22-26 | |||
| 2-3 | 90-105 | 22-26 | |||||
Технологические требования к сварке:
107
Проект Р НОСТРОЙ 12-2014
Сварку выполнять в 3 прохода. Высота каждого слоя (валика) должна составлять 3-4 мм, ширина слоя не более 14 мм. Толщина корневой части шва должна составлять 3,0-3,5 мм. Сварку следует выполнять возможно короткой дугой, длина дуги должна быть не более диаметра электрода. В процессе сварки длину дуги нужно обрывать как можно реже. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производить на металле шва на расстоянии 20-25 мм от кратера.
|
|
|
По окончании выполнения каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.д.) дефектное место следует удалить механическим способом до здорового металла и при необходимости заварить вновь.
Сварные соединения клеймить присвоенным сварщику клеймом. Требования к контролю сварных соединений
| № | Метод контроля | Наименование (шифр) НД | Объем контроля | ||||||||||
| п/п | По методике контроля | По оценке качества | (%, кол-во образцов) | ||||||||||
| 1 | Визуальный и | РД 03-606-03 | СП 70.13330.2012 | 100% | |||||||||
| измерительный | |||||||||||||
|
|
| ||||||||||||
| Организация (предприятие) | ФИО | Подпись | Дата | ||||||||||
|
|
| ||||||||||||
| Утвердил | Главный инженер | ||||||||||||
|
|
| ||||||||||||
| Проверил | Ведущий инженер | ||||||||||||
|
| |||||||||||||
| Разработал | Технолог | ||||||||||||
108
Проект Р НОСТРОЙ 12-2014
Приложение 2
(рекомендуемое)
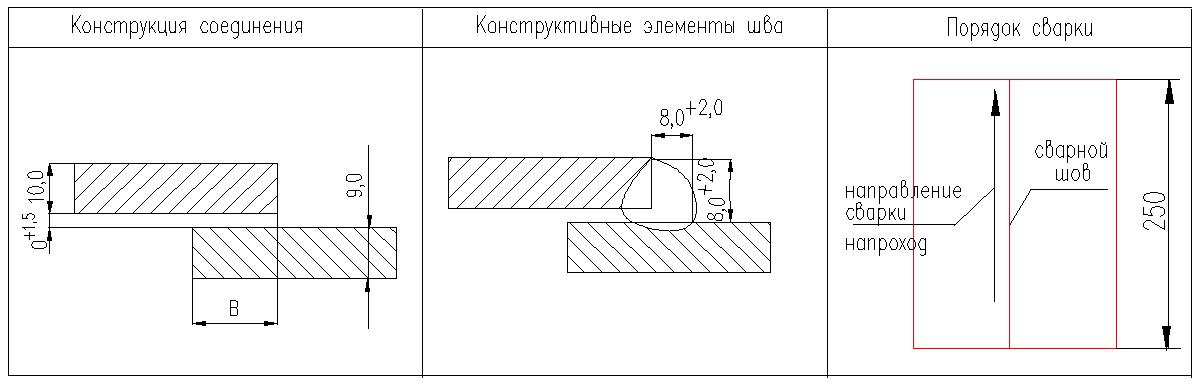
Технологическая карта приварки листа к балке (РД-02-СК/Н1)
| Наименование | Обозначения (показатели) |
| Нормативный документ | СП 70.13330.2012 |
| Способ сварки | РД |
| Основной материал (марки) | Ст3сп5 |
| Основной материал (группа) | 1 |
| Сварочные материалы | УОНИ-13/45 (Э42А) |
| Толщина свариваемых деталей, мм | 10,0/9,0 |
| Диаметр деталей в зоне сварки, мм | лист |
| Тип шва | УШ |
| Тип соединения | Н |
| Вид шва соединения | ос (бп) |
| Форма подготовки кромок | Н1 по ГОСТ 5264-80 |
| Положение при сварке | Н1 |
| Вид покрытия электродов | Б |
| Режимы подогрева | - |
| Режимы термообработки | - |
| Дополнительные параметры | - |
|
|
|
Эскиз сварного соединения
Сварочное оборудование (тип) ВДГ-306;
Метод подготовки и очистки: механический – на ширину 20 мм в каждую сторону от оси шва;
Требования к прихватке: число прихваток – 2, длина 5-10 мм, высота – 6-7 мм
Технологические параметры сварки
| Номер слоя | Диаметр проволоки, | Род и полярность | Сварочный ток, | Напряжение дуги, | |
| (валика) | мм | тока | А | В | |
| 1 | 3,0 | Постоянный, | 90-105 | 22-26 | |
| 2-3 | обратная | 90-105 | 22-26 | ||
Технологические требования к сварке
Сварку выполнять в 3 прохода. Высота каждого слоя (валика) должна составлять 3-4 мм, ширина слоя не более 14 мм. Толщина корневой части шва должна составлять 3,0-3,5 мм.
109
Проект Р НОСТРОЙ 12-2014
Сварку следует выполнять возможно короткой дугой, длина дуги должна быть не более диаметра электрода. В процессе сварки длину дуги нужно обрывать как можно реже. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производить на металле шва на расстоянии 20-25 мм от кратера. По окончании выполнения каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения).
При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.д.) дефектное место следует удалить механическим способом до здорового металла и при необходимости заварить вновь.
Сварные соединения клеймить присвоенным сварщику клеймом. Требования к контролю сварных соединений
| № | Наименование (шифр) НД | Объем контроля | |||
| Метод контроля | (%, кол-во | ||||
| п/п
| По методике контроля | По оценке качества | |||
| образцов) | |||||
| 1 | Визуальный и | РД 03-606-03 | СП 70.13330.2012 | 100% | |
| измерительный | |||||
| Организация (предприятие) | ФИО | Подпись | Дата | |
| Утвердил | Главный инженер | |||
| Проверил | Ведущий инженер | |||
| Разработал | Технолог | |||
110
Проект Р НОСТРОЙ 12-2014
Библиография
| [1] | Правила | Правила аттестации сварщиков и специалистов | ||||||
| безопасности | сварочного производства | |||||||
| ПБ-03-273-99 | ||||||||
| [2] | Руководящий документ | Технологический | регламент | проведения | аттестации | |||
| РД 03-495-02 | сварщиков и специалистов сварочного производства | |||||||
| [3] | Правила | Правила | аттестации | персонала | в | области | ||
| безопасности | неразрушающего контроля | |||||||
| ПБ 03-440-02 | ||||||||
| [4] | Руководящий документ | Порядок применения сварочных материалов при | ||||||
| РД 03-613-03 | изготовлении, монтаже, ремонте и реконструкции | |||||||
| технических | устройств | для | опасных | |||||
| производственных объектов | ||||||||
| [5] | Руководящий документ | Порядок применения сварочного оборудования при | ||||||
| РД 03-614-03 | изготовлении, монтаже, ремонте и реконструкции | |||||||
| технических | устройств | для | опасных | |||||
| производственных объектов | ||||||||
| [6] | Стандарт организации | Сварочные работы. Правила, контроль выполнения и | ||||||
| СТО НОСТРОЙ 2.10.64- требования к результатам работ | ||||||||
| 2012 | ||||||||
| [7] | Руководящий документ | Порядок применения сварочных технологий при | ||||||
| РД 03-615-03 | изготовлении, монтаже, ремонте и реконструкции | |||||||
| технических | устройств | для | опасных | |||||
| производственных объектов | ||||||||
|
|
|
[8] Строительные нормы иБезопасность труда в строительстве. Часть 2.
| правила | Строительное производство | |
| СНиП 12-04-2002 | ||
| [9] | Руководящий документ | Инструкция по визуальному и измерительному |
| РД 03-606-03 | контролю |
111
Проект Р НОСТРОЙ 12-2014
Приложение Д
(рекомендуемое)
|
|
|
